Het solderen in de electronica
 We kunnen handmatig met een 40 Watt soldeerbout de electronische componenten op een Printed Circuit Board (PCB) solderen. Eventueel aangesloten op een soldeerstation volgens nevenstaande afbeelding, die de temperatuur van de soldeerpunt constant houdt, zonder dit station schommelt de temperatuur van de soldeerpunt. Metallurgische aspecten van het solderen met een soldeerbout zijn dezelfde als bij het solderen met geavanceerde productie machines, maar bij de soldeerbout zien we wat er tijdens het solderen gebeurt en kunnen we de benodigde kennis opdoen. Een probleem in deze industrie is het recente verbod op het gebruik van loodhoudend soldeer.
We kunnen handmatig met een 40 Watt soldeerbout de electronische componenten op een Printed Circuit Board (PCB) solderen. Eventueel aangesloten op een soldeerstation volgens nevenstaande afbeelding, die de temperatuur van de soldeerpunt constant houdt, zonder dit station schommelt de temperatuur van de soldeerpunt. Metallurgische aspecten van het solderen met een soldeerbout zijn dezelfde als bij het solderen met geavanceerde productie machines, maar bij de soldeerbout zien we wat er tijdens het solderen gebeurt en kunnen we de benodigde kennis opdoen. Een probleem in deze industrie is het recente verbod op het gebruik van loodhoudend soldeer.
 1983 Sinclair ZX Spectrum computer board een through-hole type en enkele surface mounted componenten / Bron: Bill Bertram, Wikimedia Commons (CC BY-SA-3.0)
1983 Sinclair ZX Spectrum computer board een through-hole type en enkele surface mounted componenten / Bron: Bill Bertram, Wikimedia Commons (CC BY-SA-3.0)Solderen van Printed Circuit Board (PCB) zowel 'through hole' als 'surface mounted'
Een printplaat (PCB) is een isolerende montageplaat voor elektronische componenten, waarin de koperen bedrading (sporen), vooraf zijn aangebracht. Printplaten worden heden gemaakt uit met glasvezel versterkte epoxyhars. Afhankelijk van de toepassing is de dikte 0,5 - 2,0 mm. Het is bestand tegen de soldeertemperaturen, bijvoorbeeld 260 °C gedurende 60 minuten. De plaat neemt geen soldeer op, dat rolt er af als een druppel. De basistechniek voor het solderen van de componenten op een printplaat is in beginsel eenvoudig.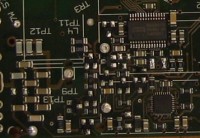 Printplaat met surface mounted componenten / Bron: Gerben49, Wikimedia Commons (CC BY-SA-3.0)
Printplaat met surface mounted componenten / Bron: Gerben49, Wikimedia Commons (CC BY-SA-3.0)Soldeer en vloeimiddel
Slechts enkele van de vele soorten soldeer zijn geschikt voor het solderen van elektronische componenten op een Printed Circuit Board (PCB). Voor de printplaat werd tot voor kort een soldeerlegering van 60% tin en 40% lood (60/40) gebruikt voor het solderen van elektronische onderdelen. Aan het vloeimiddel wordt hoge eisen gesteld aan de chemische samenstelling om aantasting van het metaal tijdens en na het solderen te vermijden. Er wordt al decennia gesoldeerd met de loodvrije "Rosin core soldeer", dat in de kern een vloeimiddel (rosin) heeft die minder agressief is. De vorm van de soldeerbout tip bepaalt mede de snelheid van de warmte overdracht.Procedure (handmatig) solderen
- De soldeerbout op soldeertemperatuur laten komen.
- De soldeertip geheel vertinnen met soldeer. Dit bevordert warmteoverdracht tussen de tip en de te verbinden onderdelen.
- De soldeertip schoonmaken direct na solderen op een natte spons om de vloeimiddel te verwijderen, voordat deze vast wordt.
- De plastische fase tijdens afkoelen, indien de verbinding in deze fase wordt bewogen ontstaat een doffe, slecht gehechte, z.g.n. koude verbinding.
- Te solderen oppervlakken moeten schoon en vetvrij zijn. Aceton is een geschikte reinigende oplosmiddel. 3M Scotsbride pads bij hardnekkige aanslag. Perslucht verwijdert vuil die zich ophoopt op moeilijk bereikbare plekken.
- Wanneer de te verbinden delen op soldeertemperatuur zijn houden we de soldeerstaaf tegen de te solderen delen aan, niet tegen de boutpunt. Het soldeer gaat vloeien op de vetvrije metalen delen, soldeer toe voegen totdat een heuveltje ontstaat volgens afbeelding 2 met licht concave zijde. Als het soldeer gaat bollen hebben we te veel soldeer gebruikt of de te solderen delen zijn niet warm genoeg.
- Fluxen kunnen hygroscopisch zijn, ze absorberen water en worden geleidend wat de schakeling beïnvloedt. Flux verwijderen met aceton.
- Als PCB's in de praktijk worden blootgesteld aan vocht, en/of chemicaliën, kunnen ze beschermd worden door er aan beide zijden een coating op te spuiten.
 Bron: Coronium, Wikimedia Commons (CC BY-SA-3.0)
Bron: Coronium, Wikimedia Commons (CC BY-SA-3.0)De koude soldeer verbinding
Een "koude soldeerverbinding" treedt op door te lage temperatuur of de verbinding is bewogen voordat het is afgekoeld. Een koude verbinding is bros en veroorzaakt storing, omdat hoge weerstand van de koude verbinding de werking van de schakeling beïnvloedt. Een koude soldeer verbinding lijkt op een bal. Afbeelding 4 toont een printplaat met slechte soldeer verbindingen, ontstaan doordat men het soldeer op de bout smelt en vervolgens druppelt op een te koude verbinding.Draden aan elkaar solderen
Solderen van een verbinding tussen twee stroomdraden, door strippen van de einden en in elkaar draaien van de draden (twijnen). Krimpkous isoleert een draadverbinding. We onderscheiden kous met lijm gevoerd en zonder lijm. Lijmvrije kous is als isolatie bedoeld. Bij blootstelling aan vocht of chemicaliën gebruiken we de krimpkous bekleed met warmte-gevoelige lijm die actief wordt als de kous wordt verwarmd met een föhn en de stroomdraad afsluit van de lucht. Bron: FDominec, Wikimedia Commons (CC BY-SA-3.0)
Bron: FDominec, Wikimedia Commons (CC BY-SA-3.0)De soldeerprocessen
Kolf(soldeerbout)solderen
Bij kolfsolderen wordt gebruik gemaakt van een soldeerbout, die contact maakt met de te solderen metalen componenten. De bouttemperatuur wordt door geleiding overgebracht naar de componenten. Het soldeer wordt vervolgens tegen de hete componenten gehouden (niet tegen de bout), het soldeer smelt en vloeit door adhesie en wordt door capillaire werking in de naden getrokken. Soldeerbad voor dompel solderen / Bron: Viscious81 , Wikimedia Commons (CC BY-SA-3.0)
Soldeerbad voor dompel solderen / Bron: Viscious81 , Wikimedia Commons (CC BY-SA-3.0)Dompelsolderen is een soldeermethode waarbij een printplaat waarop componenten zoals transistoren, weerstanden en condensatoren door de in de printplaat geboorde gaatjes gestoken zijn met de onderkant in een soldeerbad gedompeld. Bij golfsolderen blijft de printplaat net boven de oppervlakte van het soldeerbad en wordt er met een pompje een golfje in het soldeerbad veroorzaakt dat de printplaat van onderen raakt. Met deze technieken kan machinaal gesoldeerd worden door de print in één keer door een bad met soldeertin te halen. Men hoeft niet meer zoals vroeger las voor las te maken. Tegenwoordig past men Surface Mounted Device oftewel SMD-techniek toe. Van tweezijdige printplaten worden om beurten boven- en onderkant door het soldeerbad gehaald. Van tevoren is de vloeimiddel op de printplaat aangebracht door de te verbinden delen te besproeien of te kwasten of onder te dompelen in een fluxbad. De verbindingen trekt het soldeer uit het soldeerbad aan door adhesie en capillaire werking.
 Oudere methode maar nog steeds toegepast, de bevestiging pootjes gaan door het board en aan de onderkant gesoldeerd / Bron: Benedikt.Seidl, Wikimedia Commons (Publiek domein)
Oudere methode maar nog steeds toegepast, de bevestiging pootjes gaan door het board en aan de onderkant gesoldeerd / Bron: Benedikt.Seidl, Wikimedia Commons (Publiek domein)Golfsolderen is het klassieke montageproces voor alle doorsteekcomponenten op de printplaat. Bij dit proces is er een soldeerbad aanwezig maar met een opgewekte controleerbare golf van soldeer. De printplaat wordt door/over de golf geleid. Vooraf wordt de flux aangebracht. Dit proces is geschikt voor soldeerverbindingen waarbij de componenten met de pootjes door de printplaat heen steken. Door verlijming of ombuigen van de pootjes blijven de componenten tijdens solderen op hun plek.
Dampfase solderen (vapour phase solderen)
Dampfase solderen een bekende techniek die herontdekt is en toegepast als alternatief voor infrarood en reflow solderen. Juist voor de Nederlandse bedrijven die zich meer toeleggen op kleinere series met hoge kwaliteitseisen, lijkt Vapour Phase Solderen een goed alternatief. In een gesloten ruimte wordt een inerte vloeistof tot kookpunt verwarmd. Hierdoor ontstaat boven de vloeistof een verzadigde damp met dezelfde temperatuur. Het soldeer dat een lagere smelttemperatuur heeft dan de temperatuur van de damp zal vloeibaar worden en uitharden als de printplaat uit de machine wordt genomen.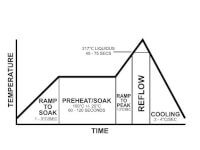 Reflow solderen:Het verband tussen temperatuur en procestijd / Bron: Zithan, Wikimedia Commons (Publiek domein)
Reflow solderen:Het verband tussen temperatuur en procestijd / Bron: Zithan, Wikimedia Commons (Publiek domein)- Het solderen vindt plaats in een ruimte gevuld met inert gas zodat er geen zuurstof of andere gassen in contact komen met het te solderen deel.
- Alle delen worden gelijkmatig verwarmd.
- Door het gebruik van een afgesloten ruimte is vapour phase solderen, in tegenstelling tot solderen met infrarood of reflow ovens, een discontinu proces.
 B / Bron: Heller Industries Inc., Wikimedia Commons (CC BY-SA-3.0)
B / Bron: Heller Industries Inc., Wikimedia Commons (CC BY-SA-3.0)Het principe van hersmeltsolderen(reflowsoldering) is dat de componenten verwarmd worden door een kokende chemisch inerte vloeistof. Het soldeer smelt in de hete verzadigde damp, waarin zich geen zuurstof of andere gassen bevindt. Het soldeer vloeit in de verbinding door adhesie en capillaire werking.
Heetgas solderen
Bij het heetgas solderen wordt een elektrisch verwarmde luchtstroom gebruikt. De legering smelt in de hete luchtstroom en "vult" de verbindingen door adhesie en capillaire werking.Inductiesolderen
De stroomgeleider is ringvormig gevormd, de componenten zitten binnen de ring, binnen de ringvorm wordt een magneetveld gevormd die een inductiestroom opwekt. Hierdoor wordt het werkstuk verhit.Weerstandsolderen
Plaatselijk warmte opwekken door elektrische stroom door de overgangen tussen de te verbinden metalen delen. Grote plaatselijke weerstand leidt tot smelten van het soldeer. Vergelijkbaar met elektrisch puntlassen.Ovensolderen
Bij het ovensolderen worden de te solderen componenten door een oven gevoerd, met vloeimiddel. Soldeer wordt eerst aangebracht, het smelt in de oven en vormt de verbinding.Eventueel kan een beschermende (stikstof) omgeving gecreëerd worden.
Infrarood solderen
Het werkstuk wordt verwarmt in een infrarood soldeeroven (elektrisch verhittingselement).Laserstraal solderen
De laserstraal wordt op het verbindings- punt gericht volgens nevenstaande afbeelding. De energie wordt opgenomen door de soldeer verbinding en leidt tot een snelle soldeerproces. Door de korte verhitting en -afkoeling ontstaat een fijnkorrelige structuur met maximale mechanische eigenschappen.Voordelen:
- Grote hoeveelheid warmte kan nauwkeurig op een punt gericht worden.
- Meerdere soldeerpunten kunnen tegelijkertijd verhit worden.
- On-line kwaliteit controle, o.a. controle temperatuur verloop op scherm.
De consequentie van het Loodverbod
De RoHS-richtlijn (Restriction of Hazardous Substance) verbiedt o.a. lood(Pb), kwik(Hg) en cadmium(Cd). Er moet loodvrij gesoldeerd worden. De SnPb legering geeft een sterke verbinding, bestand tegen krachten door uitzetten en krimpen wegens temperatuur schommeling en tegen mechanische belasting. Belangrijk gevolg van het lood verbod is dat de smelttemperatuur van (loodvrije) soldeerlegeringen circa 35 ºC hoger ligt dan van de oorspronkelijke loodhoudende soldeerlegeringen.Tabel: Veel voorkomende loodvrije soldeerlegeringen en hun soldeertemperatuur.
| Soldeerlegering | Soldeertemperatuur |
|---|---|
| Tin-Zilver-Koper (SAC legeringen) | 217 grC |
| Tin-Zilver-koper-antimoon(SnAgCuSb) | 217 grC |
| Tin-antimoon (SnSb) | 238 grC |
| Tin-Zink (SnZn) | 199 grC |
| Tin-lood (Sn-Pb) | 183 grC |
Vloeimiddelen(flux)
Om het oppervlak oxidevrij te maken gebruikt men vloeimiddelen. Het smeltpunt van vloeimiddelen ligt ongeveer 50 graden beneden het smeltpunt van het soldeer. Grondig reinigen van de te verbinden metalen voorkomt dat vloeimiddelen corrosie veroorzaken. Vloeimiddelen op zuur bases zijn in de elektronica uit den boze.Nadelen loodvrij soldeer
Handsolderen
- Soldeerboutpunt temperatuur gaat van 315 naar 340 ºC.
- Punt langer aantippen voor warmteoverdracht.
- Doffe korrelige soldeer verbinding
- Er is meer vloeimiddel(flux) nodig. Loodvrije soldeer is dikvloeibaar en dus trager. Zuurstof in de lucht maakt de onderdelen bij de hogere temperatuur nog gevoeliger voor oxide(corrosie)vorming.
Voor alle soldeermethoden geldt dat als het technisch mogelijk is gesoldeerd wordt in een zuurstofarme atmosfeer, meestal een stikstof-atmosfeer, het bevordert het uitvloeien, de werking van de vloeimiddel en er blijven minder fluxresten achter, zodat corrosie beperkt blijft.
Golfsolderen
- Temperatuur soldeerpot: 260 ºC.
- Voorverwarmingstemperatuur gaat van 120 naar 165 ºC .
- Meer soldeerafval
- Meer vloeimiddel nodig
- Doffere, korrelige verbinding en meer oneffenheden in het oppervlak
Reflowsolderen
- Hogere temperaturen van 240 naar 260 ºC.
- Bestaande ovens voor reflowsolderen en golfsolderen moeten hogere temperatuur genereren en er moet meer onderhoud gepleegd worden.
De stand van ontwikkeling
De finish van de Printed Circuit Board (PCB) moet geschikt zijn voor loodvrij solderen. De bekende Hot Air Solder Levelling(HASL) finish is gebaseerd op PbSn en werkt niet goed in het loodvrije proces. o.a. door het grote verschil in temperatuur. De smelttemperatuur van PbSn is 179 ºC en van loodvrije soldeer op 217 ºC. Tegenwoordig kan men de printplaat finishen met een loodvrije HASL. Als alternatief voor loodhoudende HASL finish kan een; SnCu- HASL, Immersion Sn, Immersion Ag, ENIG of een OSP. finish toegepast worden.De loodvrije SAC legeringen (SnAgCu) worden heden het meest gebruikt. Door de hogere temperatuur zullen componenten en PCB sneller beschadigen. De stijfheid van de SAC legering leidt tot hogere mechanische spanningen in de soldeerverbindingen, en relatief hoogfrequente trillingen in het systeem waardoor in de verbindingen eerder (vermoeidheids) breuk optreedt.
Begrippenlijst
| CODE | Betekenis |
|---|---|
| PCB | "Printed Circuit Board" (printplaat). |
| HASL | "Hot Air Solder Levelling" is een finish gebruikt bij Printed Circuit Boards "PCB". |
| BGA | "Ball Grid Array" is een surface mounted packaging bij printdoorsteek componenten zoals microprocessors. |
| SAC legeringen | Soldeer legering groep "SnAgCu" ( tin-zilver-koper). |
| SMD | "Surface Mounted Divicies". |
| SMT | Surface Mounted Technology. |
| ENIG | Electroless Nickel Immersion Gold (ENIG) een oppervlakte bekleding voor printed circuit boards. Een "electroless nikkel plating" bedekt met een laagje goud dat het nikkel beschermt tegen oxidatie. |
| OSP | Organic Solderability Preservatives |
| IC | "Integrated Circuit"; elektronische schakeling met halfgeleiders (transistoren) in een compacte vorm/behuizing (chip). |
| IT | Information Technology; gebruik en fabricage van elektronische telecommunicatie equipment, zoals computer hardware, software, electronics, semiconductors, internet, telecom (telefoon en televisie) equipment, e-commerce. |
| ROHS richtlijn | (Restriction of Hazardous Substance) verbiedt de toepassing van o.a. lood (Pb), kwik (Hg) en cadmium (Cd). |
| CMOS | Complementary Metal Oxide Semi conductor in combinatie met batterijvoeding in elektronische schakelingen gebruikt wegens laag stroomverbruik |
Lees verder
© 2013 - 2024 Custor, het auteursrecht van dit artikel ligt bij de infoteur. Zonder toestemming is vermenigvuldiging verboden. Per 2021 gaat InfoNu verder als archief, artikelen worden nog maar beperkt geactualiseerd.
 Super zonnestormDe laatste tijd wordt er in de media vaker gesproken over een zonnestorm, de weersvoorspellingen voor de zon zijn niet e…
Super zonnestormDe laatste tijd wordt er in de media vaker gesproken over een zonnestorm, de weersvoorspellingen voor de zon zijn niet e…
 MetaalbewerkingMetalen zijn er in vele soorten. Denk maar eens aan de sieraden die we dagelijks dragen. Tien tegen een dat we iets drag…
MetaalbewerkingMetalen zijn er in vele soorten. Denk maar eens aan de sieraden die we dagelijks dragen. Tien tegen een dat we iets drag…
 Wat houdt dwarskracht in?Om constructies uit te rekenen wordt over de lengte van een doorsnede belasting in rekening gebracht. Stalen liggers en…
Wat houdt dwarskracht in?Om constructies uit te rekenen wordt over de lengte van een doorsnede belasting in rekening gebracht. Stalen liggers en…
Gerelateerde artikelen
Gietstaal bereiding in de gieterijDe energie voor het smelten van gietstaal wordt verkregen uit kolen en cokes, gas, olie, of elektriciteit. De gebruikte…
Bronnen en referenties
- Inleidingsfoto: FDominec, Wikimedia Commons (CC BY-SA-3.0)
- www.brinkhof tcp.nl/Assyloodvrij.htm
- TwenTech Production Equipment & ATE
- http://145.103.105.199/Loodvrij/soldeerprocessen.html
- http://www.antex.co.uk/pages/paper3.htm
- http://www.aaroncake.net/electronics/solder.htm
- http://www.leister.com/en/news.html
- Fabrikant Asscon Systemtechnic GMBH/VP800
- Wenesco, Inc.,Montrose Avenue Chicago
- http://www.datatechnic.nl/ landingpagina/printplaat/
- http://www.kleinspul.nl/
- www.iupui.edu.
- www.made in china.com
- Afbeelding bron 1: Bill Bertram, Wikimedia Commons (CC BY-SA-3.0)
- Afbeelding bron 2: Gerben49, Wikimedia Commons (CC BY-SA-3.0)
- Afbeelding bron 3: Coronium, Wikimedia Commons (CC BY-SA-3.0)
- Afbeelding bron 4: FDominec, Wikimedia Commons (CC BY-SA-3.0)
- Afbeelding bron 5: Viscious81 , Wikimedia Commons (CC BY-SA-3.0)
- Afbeelding bron 6: Benedikt.Seidl, Wikimedia Commons (Publiek domein)
- Afbeelding bron 7: Zithan, Wikimedia Commons (Publiek domein)
- Afbeelding bron 8: Heller Industries Inc., Wikimedia Commons (CC BY-SA-3.0)
Custor (173 artikelen)
Laatste update: 07-11-2016
Rubriek: Wetenschap
Subrubriek: Techniek
Bronnen en referenties: 21
Laatste update: 07-11-2016
Rubriek: Wetenschap
Subrubriek: Techniek
Bronnen en referenties: 21
Per 2021 gaat InfoNu verder als archief. Het grote aanbod van artikelen blijft beschikbaar maar er worden geen nieuwe artikelen meer gepubliceerd en nog maar beperkt geactualiseerd, daardoor kunnen artikelen op bepaalde punten verouderd zijn. Reacties plaatsen bij artikelen is niet meer mogelijk.